

1. Vad är krympning?
Krympning är processen att applicera tryck på kontaktytan mellan tråden och terminalen för att bilda den och uppnå en tät anslutning.
2. Krav för krympning
Ger en oskiljaktig, långsiktigt tillförlitlig elektrisk och mekanisk förbindelse mellan krympterminaler och ledare.
Krympningen ska vara enkel att tillverka och bearbeta.
3. Fördelar med krympning:
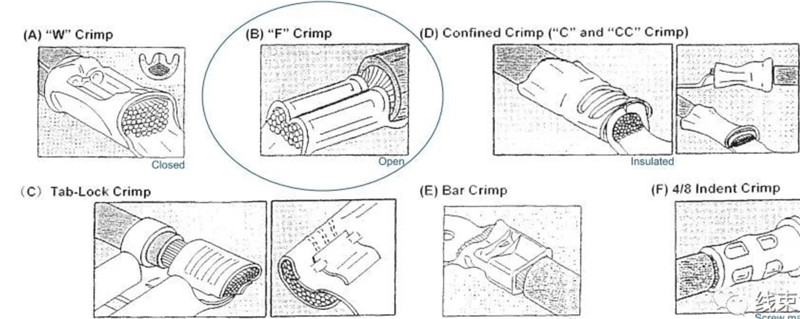
1. Den krympstruktur som är lämplig för ett specifikt tråddiameterområde och materialtjocklek kan erhållas genom beräkning
2. Den kan endast användas för krympning med olika tråddiametrar genom att justera krymphöjden.
3. Låg kostnad uppnådd genom kontinuerlig stansningsproduktion
4. Automatisering av krympning
5. Stabil prestanda i tuffa miljöer
4. Tre element vid krympning
Tråd:
1. Den valda tråddiametern uppfyller kraven för krympterminalens tillämpbarhet
2. Avisoleringen uppfyller kraven (längden är lämplig, beläggningen är inte skadad och änden är inte sprucken eller delad)

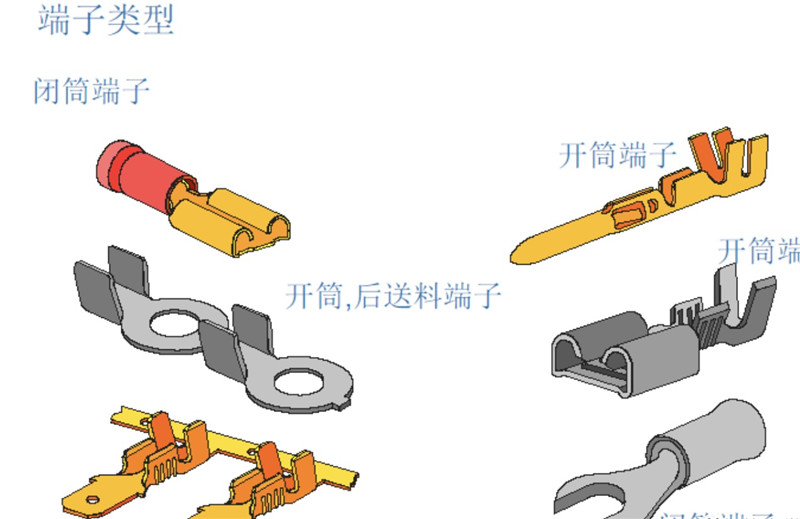
2. Terminalen
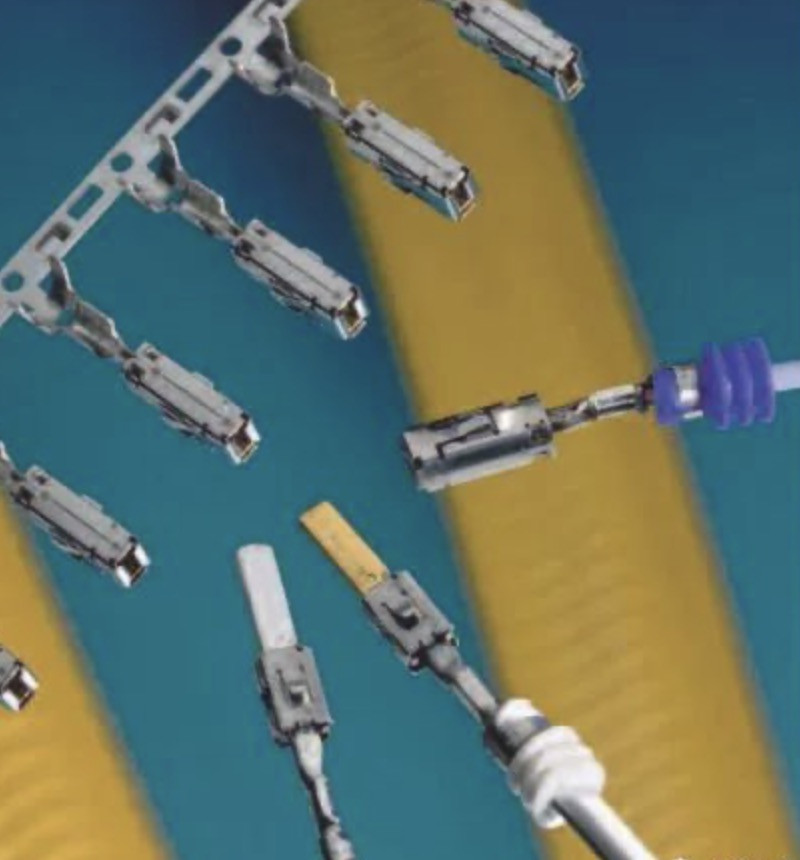

Förberedelse av krympning: Val av terminal
Förberedelse av pressning: Krav för avisolering
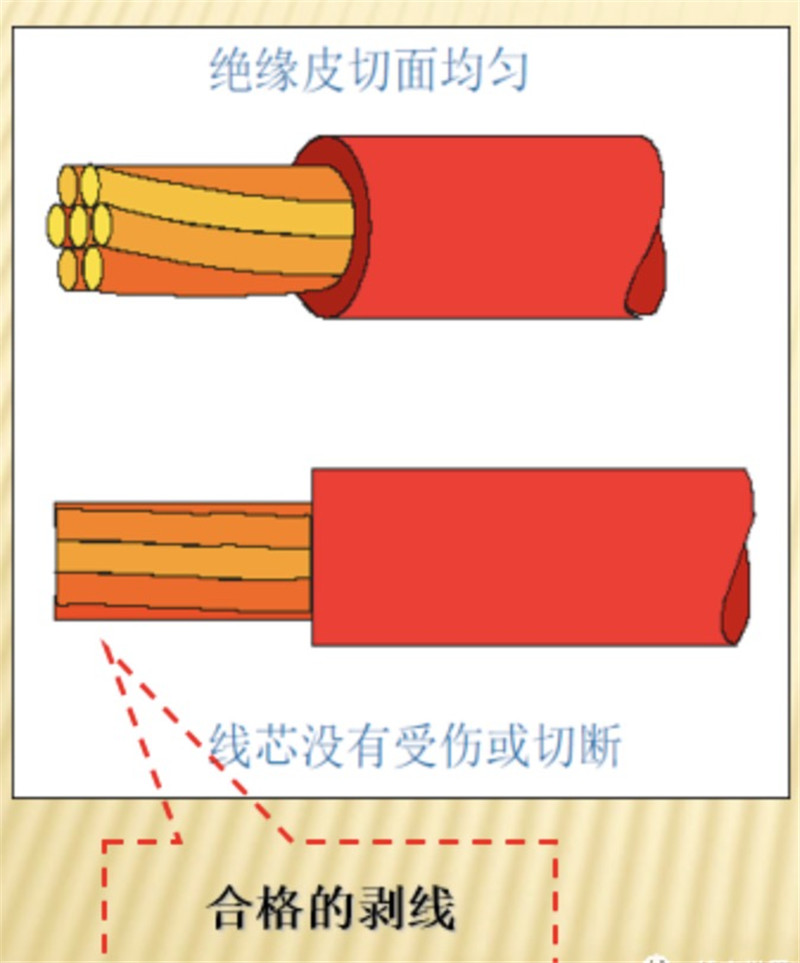
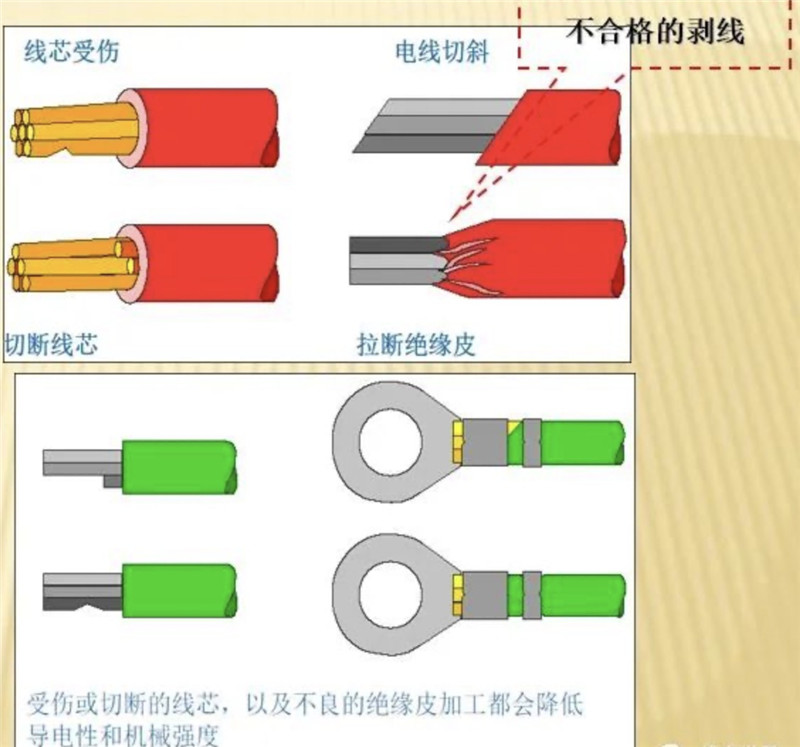
Vid avisolering av tråd bör följande allmänna krav beaktas
1. Ledare (0,5 mm2 och mindre, och antalet trådar är mindre än eller lika med 7 kärnor), får inte skadas eller skäras av;
2. Ledare (0,5 mm2 till 6,0 mm2, och antalet trådar är större än 7 kärntrådar), kärntrådarna är skadade eller antalet kapade trådar är inte mer än 6,25 %;
3. För ledningar (över 6 mm2) är kärntråden skadad eller antalet avskurna ledningar är inte mer än 10 %;
4. Isoleringen i det avskalade området får inte skadas
5. Ingen kvarvarande isolering är tillåten i det avskalade området.
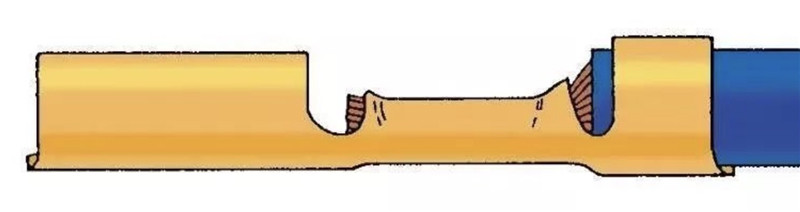
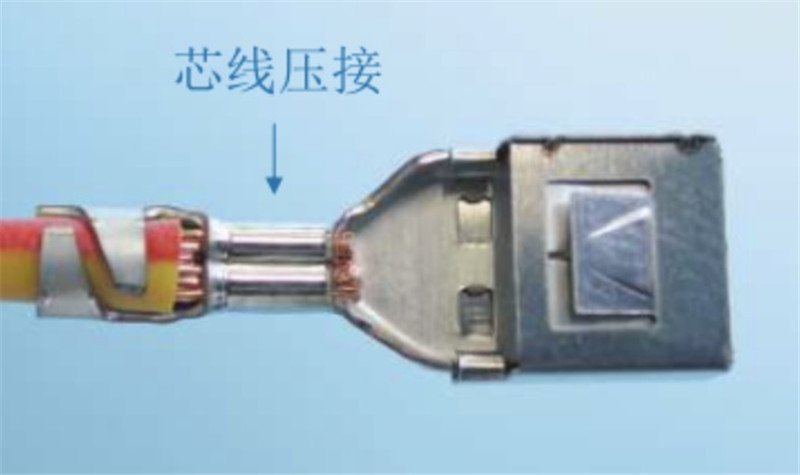
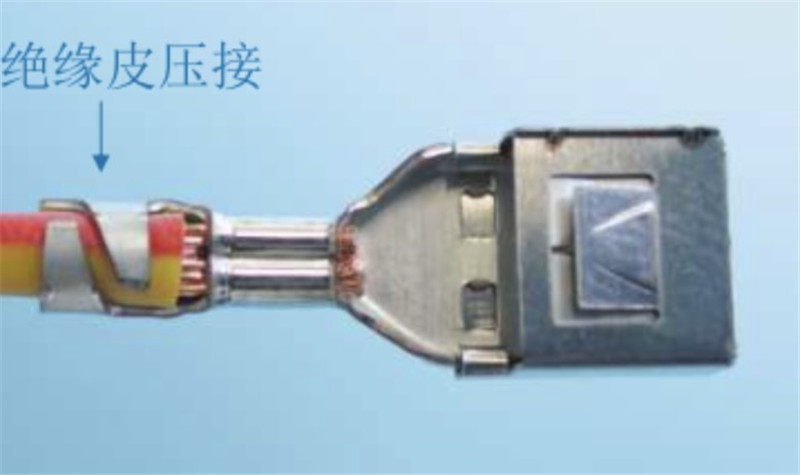
5. Krympning av kärntråd och isolering
1. Det finns vissa skillnader mellan kärntrådspressning och isoleringspressning:
2. Krympning av kärntråden säkerställer en god anslutning mellan terminalen och tråden
3. Isoleringskrimpning är till för att minska vibrationers och rörelsers påverkan på kärntrådskrimpning
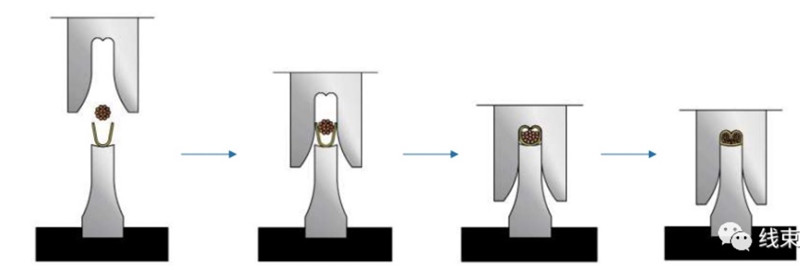
6. Krympprocess
1. Krympverktyget öppnas, terminalen placeras på den nedre kniven och tråden matas på plats för hand eller med mekanisk utrustning.
2. Den övre kniven rör sig nedåt för att pressa tråden in i pipan
3. Förpackningsröret böjs med den övre kniven, krymps och formas
4. Den inställda krymphöjden garanterar krympkvaliteten
Publiceringstid: 4 juli 2023